 Skip to content
Skip to content I’m Amanda from Kinwin, a B2B plush manufacturer in China. I work with global buyers who sell to families and brands that expect clean, safe, and consistent plush toys. One recurring risk in humid seasons and long supply chains is mold. It harms product quality, triggers returns, and can damage a brand’s reputation. In this guide, I explain when mold appears, what materials raise risk, where contamination usually starts, how we measure and control it, and what to do if it happens—using clear English and practical steps your team can copy.
Mold needs three things: moisture, organic nutrients, and time. Plush fibers can trap moisture from air, sweat, or poor storage. Some fibers feed mold more than others. If we control humidity, airflow, and cleanliness at every stage—cutting room to final warehouse—we can slash incidents. Below is my full, factory-tested playbook.
What conditions allow mold to colonize plush fabrics and fillings?

Mold growth begins when relative humidity (RH) is high for long enough that the toy’s water activity (aw) rises above critical levels. Poor airflow, temperature swings, and contaminated surfaces accelerate this. Closed cartons, wet polybags, and stacked pallets with no air gap create microclimates where moisture builds. The longer the dwell time, the higher the risk.
When seasons change or containers cross oceans, condensation can form inside cartons. Even if exterior packaging looks dry, inner layers may be damp. If your receiving warehouse is also humid, the risk compounds. Good control means we manage humidity, airflow, temperature, and time across production and logistics—not just at one point.
Table 1. Mold growth drivers and practical thresholds (1/5)
| Factor | Risk Condition | Practical Threshold/Note | Action |
|---|---|---|---|
| Relative Humidity (RH) | High ambient moisture | Keep storage/packing RH ≤55% | Use dehumidifiers, silica gel, data loggers |
| Water Activity (aw) | Free water available in materials | Target aw ≤ 0.60–0.65 for finished goods | Pre-dry, condition before bagging |
| Airflow | Stagnant air in closed spaces | Avoid sealed stacks; allow air gaps | Vent racks, perforated shelving |
| Temperature | Warm + humid cycles | Avoid 25–35°C + high RH | Climate control & avoid sun-heated rooms |
| Time (dwell) | Long storage/ship | Minimize >30 days in poor climate | Faster turnover, first-in-first-out |
| Contamination load | Spores on surfaces | Dust, dirty tools, wet tables | Sanitation SOPs, daily cleaning |
How do fiber types, pile density, and stuffing (PSF, cotton, foam) influence moisture retention and mold risk?
Not all materials behave the same. Polyester staple fiber (PSF) absorbs little moisture, but dense pile can trap humid air and surface dust. Cotton and viscose absorb and hold moisture more easily, so they rise in risk under high RH. Foam crumbs (especially open-cell) retain moisture in pores and dry slowly. Pellets (PP/PE) themselves do not feed mold, but they can hold moisture inside plush cavities if airflow is poor. High pile density slows drying; heavy quilting or multi-layer constructions can hide damp cores.
Mixed materials need special care. A plush with cotton lining plus PSF fill can feel dry outside while the inner cotton remains damp. That is why we do core drying and conditioning before sealing.
Table 2. Material design factors and mold susceptibility (2/5)
| Component | Moisture Behavior | Mold Risk (relative) | Notes & Controls |
|---|---|---|---|
| PSF outer (minky/velboa) | Low absorption; traps humid air on surface | Medium if dense pile | Keep RH low; brush & vacuum dust |
| Cotton outer/lining | Absorbs moisture; slow to dry | High | Pre-dry; ensure airflow; don’t bag warm |
| rPET fiberfill | Similar to PSF; low absorption | Low–Medium | Same as PSF; watch pile density |
| Foam crumbs (open-cell) | Holds moisture in pores | High | Avoid in humid seasons; pre-dry thoroughly |
| PP/PE pellets | Non-absorbing | Low (but can trap moisture in cavity) | Use breathable pouches; add desiccant |
| Dense pile / heavy layers | Slower drying; pockets of damp | High | Reduce layered traps; condition longer |
Which manufacturing, storage, and shipping stages most commonly introduce mold contamination?

Mold often starts before final packing. Cutting rooms with wet floors, finishing lines with damp fabrics, and packing areas without dehumidification are common hotspots. After that, storage rooms with poor circulation and containerization in coastal humidity add risk. Finally, last-mile warehouses can undo prior controls if RH is uncontrolled or if cartons are stacked without air gaps.
The fix is simple to say, hard to maintain: dry inputs, clean surfaces, controlled humidity, and airflow everywhere. We run checkpoints at each stage and log results. Data logging helps you prove due diligence and quickly trace root causes.
Table 3. Typical contamination points and preventions (3/5)
| Stage | Common Cause | Visible Sign | Preventive Action |
|---|---|---|---|
| Fabric/Trim inbound | Damp bolts, dusty cartons | Musty smell, slight damp | Inspect RH, spot-dry, quarantine suspect lots |
| Cutting/Sewing | Wet floors, sweaty handling, dusty tools | Lint+dust on pile | Daily sanitation; gloves/aprons; dry floors |
| Stuffing/Finishing | Foam crumbs or damp fills | Plush feels “cool-damp” | Pre-dry fills; use warm-air conditioning |
| Pre-pack conditioning | Sealing while warm/humid | Fogging inside bags later | Cool-down racks; RH ≤55%; add desiccant |
| Warehouse storage | Stagnant air, stacked tight | Carton odor, softening | Pallet air gaps; fans; dehumidifiers |
| Container loading | Night-time coastal humidity | Condensation drip marks | Container desiccants; dry-pack protocol |
| Last-mile DC | Mixed climates, no logs | Sporadic claims | RH/Temp loggers; receiving inspection SOP |
How are mold risks assessed—water activity (aw), RH thresholds, airflow, and microbiological testing?
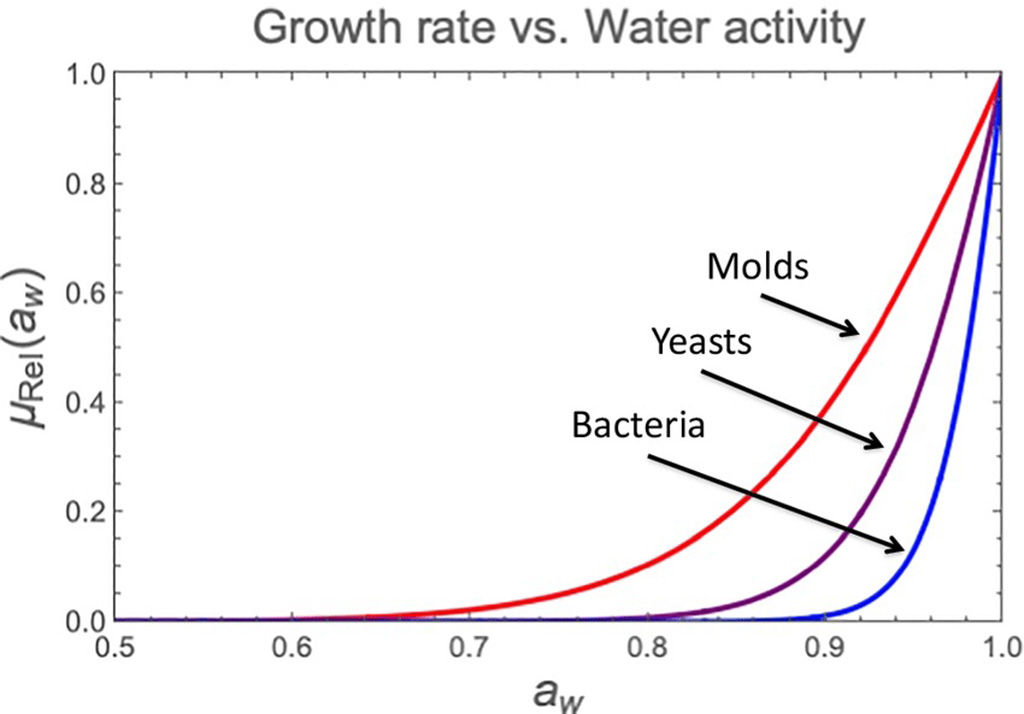
We measure the environment and the product. RH and temperature define the risk climate. aw measures free water available inside the plush system. We also do airflow checks (simple anemometer) and microbiological swabs when needed. You do not need a lab for every batch, but you do need clear thresholds and a testing cadence during wet seasons.
For high-value programs or after an incident, we add routine surface bioburden tests on tables, bins, and sewing machines. If we spot trends, we tighten cleaning frequency and retrain staff. The goal is not zero spores (impossible in the real world); the goal is low load + unfavorable conditions, so mold cannot colonize.
Table 4. Practical assessment metrics & targets (4/5)
| Metric | What it Tells You | Target/Trigger | Tool/Frequency |
|---|---|---|---|
| RH (%) | Ambient moisture risk | ≤55% in production/packing/storage | Hygrometers; continuous logging in season |
| Temperature (°C) | Heat + humidity synergy | Avoid 25–35°C with high RH | Thermologgers; container records |
| Water Activity (aw) | Free water inside goods | ≤0.60–0.65 before sealing | Portable aw meter; spot checks per lot |
| Airflow (m/s) | Stagnation risk on racks | Gentle, measurable airflow | Simple anemometer; weekly walkdowns |
| Micro swab (cfu/cm²) | Surface bioburden trend | Internal benchmark; trend-based | Swab kits; escalate if trend rises |
What cleaning, remediation, and quarantine protocols are appropriate for mold-affected plushies?

If you detect odor, spots, or suspicious haze inside polybags, stop shipment and quarantine. Separate pallets. Improve airflow. Run a targeted inspection. Light, non-intrusive surface bloom may be fixable; deep colonization usually is scrap for child markets. Never mask odor with fragrance; that fails audits and angers customers.
For salvageable goods, use dry methods first: HEPA vacuum, soft brushing, controlled dry heat/low-RH conditioning. If local standards allow, apply textile-safe antimicrobial wipes on surfaces—not as a cover-up, but as part of remediation. Then retest aw and recondition with desiccants. Document everything. For severe cases or for infant SKUs, do not sell remediated units; replace and root-cause the failure.
Table 5. Remediation & quarantine matrix (5/5)
| Severity | Typical Signs | Action Path | Release Criteria |
|---|---|---|---|
| A: Suspected moisture (no visible mold) | Slight musty odor; cool-damp feel | Quarantine → condition at RH ≤45% for 48–72h with airflow + desiccant | Odor-free, aw ≤0.65, visual OK |
| B: Light surface bloom | Tiny specks on surface; no deep penetration | Quarantine → HEPA vacuum/soft brush → surface wipe (if allowed) → recondition | Clean visual, odor-free, aw ≤0.65; supervisor approval |
| C: Localized colonization | Visible patch, inside seams/foam | Quarantine → Scrap affected units; audit nearby cartons | Only unaffected units with logs released |
| D: Widespread colonization | Multiple cartons/pallets | Quarantine → Scrap lot → full RCA; escalate HVAC/container protocol | None; replace order per SLA |
Are there compliance and QA practices—EN 71/CPSIA checks, bioburden limits, and moisture-controlled packaging—that reduce incidents?
Compliance frameworks (e.g., EN 71, CPSIA) focus on chemical and physical safety; they do not “certify no mold” by themselves. But a strong QA system aligned with these standards reduces incidents: clean materials, traceable batches, and controlled environments. For mold specifically, we add bioburden monitoring during humid months, plus moisture-controlled packaging—desiccants sized to carton volume and shipping time, breathable liners when appropriate, and do-not-seal-warm rules.
We also train teams to avoid root causes: sealing goods while still warm from sewing/ironing, stacking cartons without air gaps, storing near wet walls, and loading containers during foggy night hours without desiccants. Your brand story improves when your process is clean and your numbers are logged.
Kinwin QA highlights you can mirror:
- Seasonal RH/Temp data logging in production, warehouse, and container.
- Pre-seal aw spot checks on high-risk SKUs (cotton-lined, foam crumb).
- Desiccant SOP by carton volume and transit time; “no warm seal” rule.
- Receiving QC with odor check, IR thermometer for moisture hotspots, and random aw checks.
- RCA playbook with photos and corrective actions to share with retail partners.
Conclusion
A clean plush program controls moisture, airflow, and time—from cutting room to customer. At Kinwin, we combine cute design with strict environmental SOPs to reduce mold incidents, protect compliance, and keep your brand trusted. Contact [email protected] or visit kinwintoys.com to build a safer, more reliable plush supply chain.







