Skip to content
Skip to content Understanding how a plush toy is actually made — from the point where a production order is confirmed to the moment finished goods are packed into shipping cartons — gives buyers a fundamentally different perspective on every sourcing decision they make. It clarifies why lead times are what they are. It explains where quality risks originate and where they are most effectively controlled. It makes visible the points where buyer communication most directly affects production outcomes.
Most buyers receive a confirmed order date, wait several weeks, and then receive either a shipment notification or a problem report. What happens between these two points — the sequence of production stages, the quality controls at each stage, the decisions that determine whether the finished goods match the approved sample — is largely invisible to buyers who have not taken the time to understand the workflow.
This guide makes that workflow visible. It explains the complete sequence of stages in plush toy mass production, what happens at each stage, what quality controls are applied, and what buyers can do to monitor and protect their order throughout the production process.
What Is the Plush Toy Mass Production Workflow and How Is It Structured?

The plush toy mass production workflow is the complete sequence of manufacturing operations that transforms raw materials — fabric, filling, accessories, thread, and packaging components — into finished, packed, shipment-ready plush toys. It is not a single continuous process but a structured sequence of distinct stages, each with specific inputs, operations, quality checks, and outputs that feed into the next stage.
The mass production workflow in a professional plush toy factory consists of eight primary stages operating in a defined sequence: pre-production planning, material preparation, fabric cutting, component sewing and assembly, stuffing and closing, embroidery and feature application, surface finishing, and packaging and pre-shipment inspection. Each stage has a specific quality management function, specific personnel requirements, and specific throughput characteristics that determine the overall production timeline and output quality.
Here is a complete overview of the mass production workflow:
| Stage | Primary Operation | Key Input | Key Output | Quality Control Applied |
|---|---|---|---|---|
| Pre-production planning | Schedule, allocate, brief | Confirmed order, approved sample, tech pack | Production plan, allocated resources | Tech pack distribution, team briefing |
| Material preparation | Receive, inspect, prepare | Raw materials from suppliers | Verified, approved materials ready for production | IQC incoming inspection |
| Fabric cutting | Cut panels from patterns | Approved fabric, verified patterns | Cut fabric panels ready for sewing | Panel dimension check, grain direction verification |
| Component sewing | Assemble fabric panels | Cut panels, thread, accessories | Partially assembled components | Sewing IPQC, seam quality checks |
| Stuffing and closing | Fill and close finished shells | Stuffed shells, approved filling | Stuffed, closed units | Density IPQC, weight verification |
| Embroidery and features | Apply facial features and accessories | Stuffed units, embroidery files | Decorated, feature-complete units | Position IPQC, attachment pull test |
| Surface finishing | Remove threads, clean, inspect | Feature-complete units | Finished, clean units ready for packing | Pre-pack visual inspection |
| Packaging and pre-shipment | Pack, label, carton, inspect | Finished units, approved packaging | Packed, labeled, carton-ready shipment | FQC AQL inspection, quantity verification |
The Sequential Dependency Structure
One of the most important structural characteristics of the plush toy production workflow is its sequential dependency — each stage depends on the outputs of the previous stage, and quality problems introduced at any stage propagate forward into all subsequent stages. A fabric color deviation not caught at incoming inspection will be cut into panels, sewn into shells, stuffed and closed, and packed before it reaches final inspection — by which point thousands of units have been produced with the uncorrected deviation.
This sequential dependency is the fundamental economic argument for early-stage quality control. Prevention at the incoming stage costs a material rejection and resourcing delay — measured in days and very low cost. Detection at the final stage requires reworking or rejecting thousands of completed units — measured in weeks and high cost. The workflow’s sequential structure makes early-stage prevention not just better quality management but dramatically better economics.
Production Line Organization
In a well-organized plush toy factory, the mass production workflow is supported by a physical production line organization that aligns workstation placement with process sequence — materials flow in one direction through the production space, with each stage’s output feeding directly into the next stage’s input. This physical alignment reduces handling time, minimizes the risk of component confusion or mix-up, and makes production flow visible to supervisors and QC personnel.
For buyers conducting factory video audits, the organization of the production floor is one of the most revealing indicators of operational maturity. A factory where materials flow logically through the space, where components are labeled and organized at each workstation, and where QC inspection stations are clearly positioned at key process checkpoints is demonstrating the physical infrastructure of a systematic production workflow. A factory where materials are scattered, components are unlabeled, and the production sequence is difficult to follow is revealing organizational practices that are likely to produce quality and timeline problems.
How Does Pre-Production Planning Set the Foundation for a Smooth Production Run?
Pre-production planning is the stage that most directly determines whether a production run proceeds smoothly or is characterized by the reactive problem-solving that extends timelines and inflates costs. A production run that begins without complete planning — without confirmed materials, allocated personnel, calibrated equipment, and distributed work instructions — enters production making improvised decisions that introduce variability and risk at every subsequent stage.
Pre-production planning sets the foundation for a smooth production run by resolving every significant production decision — what materials will be used, which personnel will handle which operations, how equipment will be configured, and what quality standards will be applied — before the first piece of fabric is cut. This resolution eliminates the reactive decision-making and problem-discovery that characterize poorly planned production runs, replacing improvisation with systematic execution of a verified plan.
Here is a comprehensive pre-production planning checklist for plush toy mass production:
| Planning Element | What Is Confirmed | Why It Matters for Production Smoothness |
|---|---|---|
| Tech pack distribution | All departments have current approved specifications | Eliminates specification confusion during production |
| Counter sample availability | Approved counter sample is at QC station | Provides production reference standard from day one |
| Material confirmation | All materials received, IQC passed, approved for production | Prevents production start delays from material issues |
| Pattern verification | Production patterns confirmed accurate from counter sample | Prevents dimensional deviations from pattern errors |
| Equipment calibration | Stuffing machines, embroidery machines set to approved parameters | Prevents process configuration errors in first-off |
| Personnel allocation | Skilled operators assigned to precision-critical operations | Reduces operator-skill-dependent defects |
| Work instruction distribution | Station-specific instructions available to all operators | Reduces technique variation between operators |
| Quality checkpoint scheduling | IPQC intervals defined and assigned to QC personnel | Ensures monitoring is systematic rather than reactive |
| Production schedule | Timeline by stage with buffer for QC corrections | Manages timeline expectations accurately |
| Packaging confirmation | Correct packaging components confirmed available | Prevents end-of-line delays from packaging shortage |
The Pre-Production Meeting
In professional plush factories, the pre-production stage includes a formal pre-production meeting attended by the production manager, QC manager, sampling team leader, and key production supervisors. This meeting reviews the approved counter sample, distributes the tech pack, confirms the production schedule, identifies any known quality risks based on previous production history, and assigns specific quality responsibilities for the run.
The pre-production meeting converts the planning documentation from a paper exercise into a shared organizational understanding. Personnel who attend the meeting begin production with direct, discussed knowledge of the product standards and quality requirements — rather than relying on their interpretation of written documents they may not have read carefully.
For buyers who want to verify that a factory conducts genuine pre-production planning, asking to receive a summary of the pre-production review — confirming that the approved counter sample has been placed at the QC station, that all materials have passed IQC, and that work instructions have been distributed — is a reasonable request that provides direct evidence of planning discipline.
Capacity Confirmation and Timeline Realism
A critical element of pre-production planning that is often treated as administrative rather than quality-significant is production capacity confirmation — verifying that the factory actually has the production capacity available to execute the order within the confirmed timeline before production begins.
When factories accept orders that exceed their available capacity, the consequences appear in production as quality shortcuts — operators working extended hours, QC monitoring intervals stretched to maintain throughput, supervisor attention diluted across more simultaneous production requirements than the supervisory structure was designed to manage. All of these consequences reduce accuracy and increase defect rates.
Confirming production capacity — specifically, the number of operators assigned to the order, the production hours available per day, and the output rate per hour at the required quality standard — before production begins allows realistic timeline assessment and prevents the over-commitment scenario that consistently produces quality problems.
What Happens During the Material Preparation and Cutting Stage?

The material preparation and cutting stage is where raw materials transition from stored inputs to production components. It is the first production stage where the quality of the incoming materials becomes visible in the physical product — and the last stage before material variation is locked into the production run.
The material preparation and cutting stage involves two primary activities: incoming quality control verification of all materials against their approved specifications, and the precision cutting of fabric into the panel shapes specified by the production patterns. Both activities are quality-critical — IQC at this stage prevents defective materials from entering production, and cutting precision at this stage determines the dimensional accuracy of every subsequently produced unit.
Incoming Quality Control at the Production Stage
Even if incoming materials have been sampled and approved at delivery, professional factories conduct a final verification immediately before cutting begins — comparing the specific rolls or bales allocated for the production run against the approved reference standards. This production-stage IQC catch the specific category of material problem most relevant to the cutting stage: within-delivery variation, where some rolls or bales in an approved delivery show characteristics that differ from the representative sample on which approval was granted.
| IQC Check at Cutting Stage | What Is Verified | Why It Cannot Be Assumed from Delivery-Stage IQC |
|---|---|---|
| Per-roll color verification | Each roll checked against approved swatch under D65 | Color may vary between rolls in same delivery |
| Pile direction confirmation | Pile direction consistent with approved reference | Pile orientation sometimes varies within a delivery |
| Surface defect scan | Visual inspection of first meters of each roll | Surface defects may be concentrated in specific roll areas |
| Width measurement | Fabric width within specification | Width variation affects cutting yield and panel dimensions |
| Pile height spot check | Pile height consistent with approved standard | Batch variation sometimes affects specific rolls |
This per-roll verification at the cutting stage catches the intra-delivery variation that delivery-stage sampling cannot detect — and prevents the specific defect category that most commonly produces visible within-order inconsistency: units cut from different rolls showing slightly different color or pile characteristics because roll-level variation was not caught before cutting began.
Precision Cutting Operations
Fabric cutting for plush toy production is a precision operation that directly determines the dimensional accuracy of every finished unit. Each fabric panel must be cut to the exact dimensions specified in the production pattern, with the correct grain line orientation to ensure pile direction consistency in the finished product.
Here is an overview of the cutting operations and their quality implications:
| Cutting Operation | Precision Requirement | Quality Implication of Deviation | Control Method |
|---|---|---|---|
| Panel dimension accuracy | ±2mm from pattern specification | Accumulated dimensional deviation in finished unit | Pattern template verification before production cut |
| Grain line alignment | Pile direction consistent with specification | Pile direction inconsistency across panels | Grain line marking on cutting table |
| Notch placement | Alignment mark accuracy for sewing stage | Panel misalignment during assembly | Pattern notch verification |
| Cut quantity accuracy | Correct panel count per unit | Missing panels creating assembly gaps | Panel count check per production batch |
| Panel labeling | Correct identification of cut panels | Wrong panel assembled in wrong position | Labeling system for all cut pieces |
The cutting stage is also where pile direction errors — one of the most commonly visible quality defects in plush toy production — originate. When fabric panels are cut with incorrect grain line orientation, the pile direction in those panels is inconsistent with adjacent panels, creating a shading inconsistency in the finished product that makes different surface areas appear to be different fabrics. This defect cannot be corrected after cutting without discarding the cut panels — making grain line verification at the cutting stage one of the highest-priority quality controls in the entire production workflow.
How Is the Sewing and Assembly Stage Managed for Quality and Consistency?

The sewing and assembly stage is where the cut fabric panels are joined together to create the three-dimensional shell of the finished plush toy. It is the most labor-intensive stage of the production workflow and the stage where the greatest number of quality risks originate from human operator variation.
The sewing and assembly stage is managed for quality and consistency through a combination of skilled operator assignment to precision-critical operations, detailed work instructions for each assembly sequence, regular in-process quality monitoring at defined intervals, and systematic supervisor oversight of operations where technique variation most commonly produces visible defects.
Here is an overview of the key sewing and assembly operations and their quality management requirements:
| Sewing Operation | Quality Risk | Operator Skill Requirement | IPQC Check |
|---|---|---|---|
| Panel joining — primary seams | Panel misalignment, seam puckering | Medium-High | Seam alignment, stitch density check |
| Curved section sewing | Shape distortion, tension irregularity | High | Shape comparison to pattern |
| Multi-panel face assembly | Panel alignment, expression accuracy | Very High | Face panel position check |
| Ear and appendage attachment | Symmetry, position accuracy | High | Position measurement |
| Closure preparation | Closure placement for stuffing access | Medium | Position and size check |
| Label attachment | Position, orientation accuracy | Low-Medium | Label position and orientation check |
| Lining installation (if applicable) | Alignment, coverage | Medium | Lining coverage check |
Managing Operator Variation in High-Precision Assembly
The sewing stage is where operator skill variation has the most direct impact on finished product accuracy — because the judgment calls required during panel alignment, seam guidance, and tension management are made hundreds of times per shift by operators whose precision varies based on experience, fatigue, and technique consistency.
Managing this variation requires three complementary approaches. First, task specialization — assigning the most precision-demanding operations, such as face panel assembly and curved section sewing, to the most experienced operators with demonstrated precision in those specific operations. Second, work instruction detail — providing station-specific technique guidance that specifies the exact method for achieving the required alignment and seam quality at each operation, reducing the variation that comes from operators using personally preferred techniques that differ from the standard. Third, supervisory oversight — positioning production supervisors to observe and correct technique deviations at the precision-critical stations, catching individual operator drift before it produces a batch of misaligned panels or distorted face sections.
The First-Off Inspection at Sewing Stage
After the first three to five complete sewn shells are produced, a first-off inspection evaluates the assembly accuracy of the sewing stage before the full production run continues. This inspection specifically checks the accuracy of panel alignment across all seam joints, the correctness of the three-dimensional form that the sewn panels produce, and the consistency of face panel positioning that will determine embroidery placement accuracy in a later stage.
Any sewing-stage deviation identified at first-off — a panel that is consistently pulling in the wrong direction, a face assembly that produces a slightly asymmetric expression structure, a seam that shows consistent puckering in a curved section — can be corrected by adjusting the operator technique, the sewing machine tension setting, or the panel preparation method before the full run proceeds. The correction cost at this stage is minimal. The same correction applied after 1,000 sewn shells have been completed requires either accepting a quality compromise or reworking every affected unit.
How Are Stuffing, Closing, and Shaping Controlled to Meet Product Standards?

The stuffing, closing, and shaping stage transforms the sewn fabric shell into a three-dimensional, finished plush toy body. It is the stage that most directly determines the product’s shape, firmness, and overall visual character — and one where the two most commercially visible quality attributes, stuffing density and overall shape, are established and must be controlled.
Stuffing, closing, and shaping are controlled through a combination of calibrated stuffing equipment, density verification monitoring, technique guidance for shape-critical operations, and systematic post-stuffing shape assessment against the approved counter sample. Each of these controls addresses a specific quality risk in the stuffing stage.
Here is a detailed overview of the stuffing and closing process and its quality controls:
| Stuffing Operation | Process Description | Quality Risk | Control Method |
|---|---|---|---|
| Main body stuffing | PP cotton delivered via stuffing machine | Density inconsistency, uneven distribution | Machine calibration, weight IPQC |
| Head stuffing | Often machine or hand-assisted for precision | Shape accuracy, firmness at features | Density check, shape comparison |
| Limb stuffing | Machine or hand for smaller appendages | Limb firmness and shape consistency | Technique guidance, spot check |
| Facial area shaping | Hand distribution around feature areas | Expression distortion from uneven stuffing | Shape assessment vs counter sample |
| Weighted filling placement | Glass bead compartment filling | Weight accuracy, even distribution | Weight measurement per unit |
| Closure stitching | Closing seam after stuffing complete | Seam visibility, strength | Seam quality check |
| Final shape assessment | Comparison to counter sample | Overall shape and proportion accuracy | Visual comparison checklist |
Stuffing Machine Calibration and Density Monitoring
The stuffing machine is the primary tool for delivering consistent PP cotton filling density across all units in the production run. Machine-delivered stuffing is significantly more consistent than hand stuffing — but only when the machine is correctly calibrated to deliver the target density and when that calibration is verified and maintained throughout the production run.
Pre-production calibration establishes the machine settings that produce the target density — verified by weighing test-stuffed units and comparing their weight against the target weight range specified in the tech pack. This calibration must be documented and signed off before production begins, so that the starting configuration is verifiable.
During production, density monitoring involves weighing finished stuffed units at defined intervals — typically every 150 to 200 units — and comparing the measured weight against the target range. When a weight measurement falls outside the acceptable range, the machine settings are recalibrated before production continues. This monitoring catches the machine drift that occurs as stuffing machines warm up and their feed characteristics change across long production runs — the primary cause of stuffing density inconsistency in bulk production.
Hand Stuffing Control for Complex Areas
Not all areas of a complex plush toy can be effectively stuffed by machine. Small appendages, curved facial areas, and areas around embedded accessories typically require hand stuffing — the manual placement of filling to achieve the correct density and distribution in areas the machine cannot reach accurately.
Hand stuffing introduces operator-dependent variation that machine stuffing does not have — different operators apply different force levels and different distribution patterns, producing units where the hand-stuffed areas feel and look slightly different between operators. Managing this variation requires specific technique guidance for each hand-stuffed area, supervisor observation of hand-stuffing operations, and regular comparison of hand-stuffed area quality against the approved counter sample.
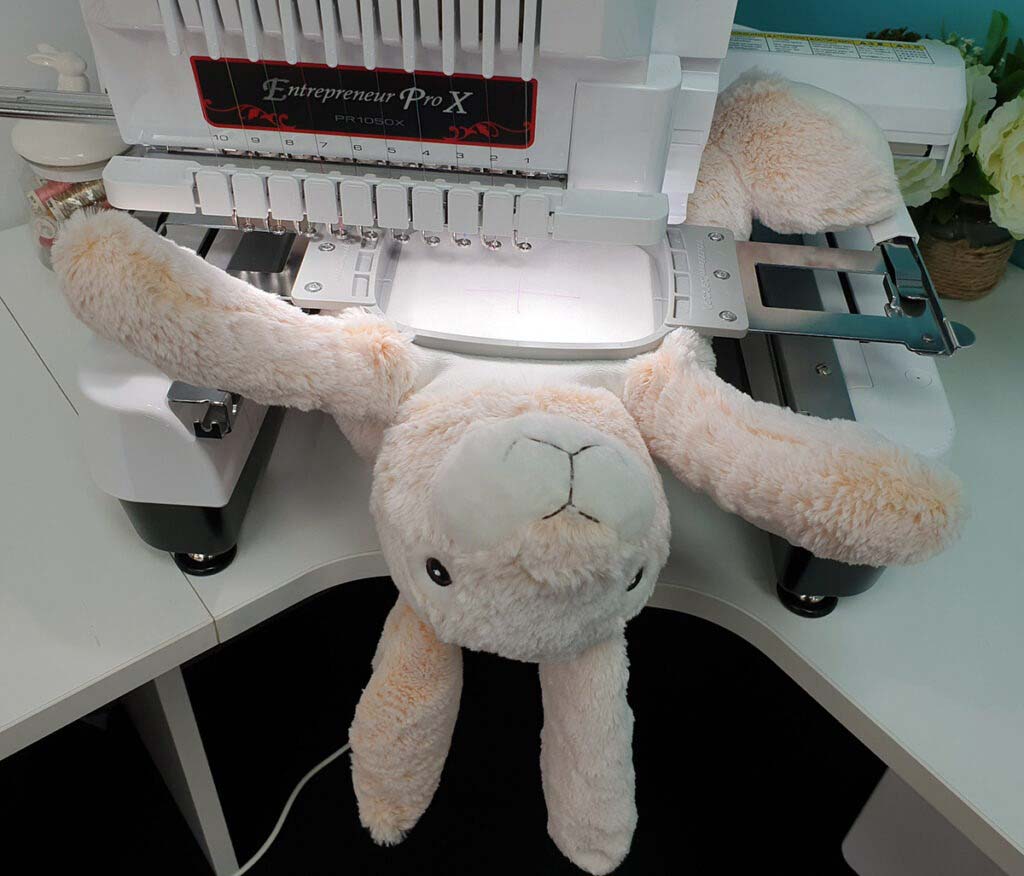
How Are Embroidery, Accessory Attachment, and Finishing Executed at Scale?

The embroidery, accessory attachment, and finishing stage is where the plush toy’s visual character is established — where the embroidered facial features that define the product’s emotional expression are applied, where the safety eyes, noses, and other accessories are attached, and where the surface is prepared to the finished standard that customers will experience.
This stage is the highest precision stage of the production workflow — because the quality attributes it determines, particularly facial expression accuracy, are the ones customers are most emotionally responsive to and most likely to notice when they vary between units. A stuffing density variation of 10 percent is not visible to most customers. An embroidery position variation that moves the eye 5mm lower on the face and changes the character’s expression from warm to neutral is immediately apparent.
Embroidery Execution at Production Scale
Embroidery at production scale is managed through a combination of digital machine programming, systematic position verification, and interval monitoring that catches positional drift before it accumulates into a visible expression change.
Here is a complete embroidery execution quality management framework:
| Embroidery Quality Element | What Is Managed | Control Method | Monitoring Interval |
|---|---|---|---|
| Digital program accuracy | Embroidery artwork correctly programmed | Program comparison to approved artwork | Before first production run |
| Hoop positioning | Product positioned correctly in hoop | Position reference guide at workstation | Operator training, spot check |
| First-off embroidery check | First embroidered units verified against coordinate standard | Coordinate measurement against approved | First 3–5 units |
| Position drift monitoring | Cumulative position shift across run | Coordinate measurement at defined interval | Every 50 embroidered units |
| Thread tension monitoring | Consistent tension producing correct density and appearance | Visual check at defined interval | Every 50–100 units |
| Thread color verification | Color consistent with approved reference | Visual comparison under D65 | At each thread change |
| Thread lot change management | Color consistency across thread lots | D65 comparison at lot change | Every lot change |
The most critical embroidery quality control is the interval position verification — measuring the actual position of embroidery elements against the coordinate standard at regular production intervals. Embroidery position drift is cumulative: a small positioning error in the hoop placement procedure, repeated across many units, produces a systematic offset that can move facial features several millimeters from their approved positions by the end of the production run.
The only way to prevent this accumulation is to measure actual positions against the coordinate standard — not against the previous unit — at intervals short enough to catch drift before it exceeds the acceptable tolerance. Factories that use relative comparison (comparing each unit to the previous one) rather than absolute comparison (measuring against the approved coordinate standard) allow systematic drift to accumulate invisibly until it has affected many units.
Accessory Attachment — Safety-Critical Operations
Accessory attachment — the installation of safety eyes, noses, buttons, and other attached components — is the most safety-critical operation in the plush toy production workflow. Accessories that are not securely attached present a choking hazard, particularly for products intended for children, and accessory detachment is the most common cause of toy safety recalls in the plush toy category.
Professional factories execute accessory attachment through a combination of correct technique training, regular pull force spot checks, and systematic documentation of attachment security throughout the production run.
| Accessory Attachment Control | What It Ensures | When Applied | Documentation |
|---|---|---|---|
| Operator technique training | Correct attachment force and method | Before first production unit | Training record |
| First-off pull test | Initial attachment security verified | First 5 units per accessory type | Test result documented |
| Interval pull test | Ongoing attachment security confirmed | Every 2 hours of production | Pull test log |
| Visual position check | Correct position per approved drawing | Every unit at assembly | Supervisor spot check |
| Post-attachment inspection | All accessories present and correctly positioned | At stuffing handover | Per-unit visual check |
The pull force test is the most technically important accessory attachment control. It applies a defined tensile force to the attached accessory — simulating the force a user could apply — and verifies that the accessory does not detach. The required force threshold is specified in ASTM F963 and EN71 and varies based on the product’s intended age range. Units that fail the pull test must have the affected accessory removed and correctly reattached before the unit proceeds to the next production stage.
How Does the Packaging and Pre-Shipment Stage Complete the Production Workflow?

The packaging and pre-shipment stage is the final stage of the mass production workflow — converting individually finished plush toys into the packaged, labeled, carton-packed, shipment-ready units that will be received by the buyer or delivered directly to their customers or retail partners.
This stage receives less quality management attention in many factories than earlier production stages — because the finished units have already been through multiple quality checks and packaging is perceived as primarily a logistics function rather than a quality one. This perception is incorrect. The packaging and pre-shipment stage is where labeling compliance is established, where retail presentation quality is confirmed, where final AQL inspection verifies the overall quality of the completed batch, and where any residual quality issues not caught by earlier controls have a final opportunity to be identified before the shipment is approved.
Here is an overview of the packaging and pre-shipment stage operations and their quality requirements:
| Packaging Operation | Quality Requirement | Compliance Implication | QC Check Applied |
|---|---|---|---|
| Individual product packaging | Correct bag type, properly sealed | Retail presentation, safety | Visual check per unit |
| Hang tag and swing ticket | Correct content, properly attached | Brand and regulatory compliance | Content verification check |
| Care label verification | Correct symbols, properly attached | Regulatory compliance in target market | Label compliance check |
| CPSIA tracking label | Correct content, permanent attachment | US regulatory requirement | Label content and placement verification |
| Retail barcode application | Correct barcode, readable scan | Retail channel compliance | Barcode scan verification |
| Inner carton packing | Correct quantity, protection standard | Shipping damage prevention | Count and pack quality check |
| Outer carton marking | Correct content markings, shipping labels | Customs and logistics compliance | Marking content verification |
| Carton quantity verification | Actual count versus packing list | Purchase order compliance | Count reconciliation |
| FQC AQL inspection | Complete quality check on packed sample | Overall batch quality confirmation | AQL inspection report |
Final AQL Inspection — The Last Quality Gate
The final AQL inspection is conducted on the completed, packed production batch — drawing a statistically defined sample from the packed cartons, opening those cartons, unpacking and inspecting the sampled units against all quality criteria, and using the inspection results to determine whether the batch meets the agreed acceptance threshold.
The scope of the final AQL inspection covers every quality dimension that has been managed throughout the production workflow — dimensional accuracy, color accuracy, stuffing density, embroidery position, accessory attachment, surface quality, labeling compliance, and packaging condition. It is a comprehensive quality confirmation, not a spot check on a few specific attributes.
The AQL level applied in the final inspection determines how many defective units are acceptable in the sample before the batch fails. For most plush toy production, AQL 2.5 for major defects and AQL 1.5 for critical defects is the standard. A batch that passes final AQL inspection at these levels has been statistically confirmed to have an overall defect rate within commercially acceptable bounds across the full batch.
Pre-Shipment Documentation Package
Before shipment is approved, a complete documentation package should be compiled and made available to the buyer. This package confirms the compliance and quality status of the shipment and provides the records that buyers need for market entry, platform compliance, and dispute resolution.
| Document | What It Confirms | Required For |
|---|---|---|
| FQC inspection report | Batch quality meets AQL standard | Quality assurance record |
| Third-party inspection report | Independent quality confirmation | High-value orders, first orders |
| Material compliance certificates | Materials meet chemical safety requirements | US and EU market entry |
| Product test report (ASTM/EN71) | Product meets applicable safety standards | US and EU market entry |
| CPSIA Children’s Product Certificate | US children’s product compliance declaration | US retail and e-commerce |
| Packing list | Confirmed quantities and carton contents | Logistics and customs |
| Commercial invoice | Transaction value declaration | Customs clearance |
| Country of origin documentation | Production origin confirmation | Customs and trade compliance |
How Can Buyers Monitor and Manage the Mass Production Workflow Remotely?

For buyers sourcing from overseas factories — the most common scenario for US and European plush toy brands — the production workflow described in this guide happens entirely at a distance. Buyers cannot walk the production floor, conduct their own quality checks, or observe the decisions being made at each production stage. Their visibility into the workflow depends entirely on the information the factory provides and the communication protocols that have been established.
Buyers can monitor and manage the mass production workflow remotely through a structured combination of milestone-based communication requirements, production documentation requests, and independent verification mechanisms that create visibility into the workflow without requiring physical presence. Each of these mechanisms addresses a specific information gap in the remote monitoring challenge.
Here is a complete remote monitoring framework organized by production stage:
| Production Stage | Remote Monitoring Mechanism | Information Provided | When to Request |
|---|---|---|---|
| Pre-production | Pre-production confirmation summary | Materials passed IQC, counter sample at QC station, work instructions distributed | Before production day 1 |
| Cutting | Material approval photos | Fabric swatches under D65 confirming color match | Before cutting begins |
| First-off inspection | First-off report with photos | First unit quality against counter sample | Production day 1 |
| Sewing stage | Mid-production update at 25% | Sewing quality photos, any issues identified | At 25% production completion |
| Stuffing stage | Density verification log | Stuffing weight measurements across run | At 50% production completion |
| Embroidery stage | Embroidery position verification photos | Coordinate measurements from embroidery IPQC | During embroidery production |
| Finishing | Pre-pack sample photos | Surface quality and finishing standard | Before packing begins |
| FQC | FQC inspection report | Full AQL inspection results with photos | Before balance payment |
| Third-party inspection | Independent inspection report | Independently confirmed quality | Before shipment approval |
Establishing Communication Protocols Before Production Begins
The most effective remote monitoring framework is one that is established in the purchase agreement before production begins — not improvised through ad-hoc requests as production progresses. A purchase agreement that specifies what documentation the factory will provide at each milestone, in what format, within what timeframe, creates a contractual basis for the communication that makes remote monitoring possible.
Factories that resist establishing clear communication protocols in purchase agreements typically do so because those protocols create accountability they prefer to avoid — accountability for documenting quality problems early enough that the buyer can respond before they affect the full production run. Professional factories with genuine quality management systems welcome clear communication protocols because they are already producing the documentation those protocols require, and the protocols simply make that documentation visible to the client.
Third-Party Inspection as Remote Quality Verification
The most powerful remote monitoring mechanism available to buyers is third-party pre-shipment inspection — conducted by an independent organization such as SGS, Bureau Veritas, or Intertek whose inspector visits the factory, draws an AQL-based sample from the completed batch, and produces a detailed quality report against the buyer’s specified criteria.
Third-party inspection provides two things that no amount of factory-provided documentation can independently confirm: an objective quality assessment by a party with no relationship to the factory, and documented evidence of the quality status of the specific batch being shipped. For first orders with any factory, for large-volume orders, and for orders where compliance accuracy is critical, third-party inspection is the most commercially effective quality assurance investment available in the remote monitoring toolkit.
At Kinwin, we support buyers’ remote monitoring requirements as a standard component of our production communication. We provide pre-production confirmation summaries, first-off inspection reports with photos, mid-production milestone updates, stuffing density logs, embroidery position verification records, FQC inspection reports, and complete pre-shipment documentation packages as routine outputs of our production workflow — not as special accommodations for demanding clients.
We actively support and facilitate third-party inspection for any client who requests it, because we are confident that independent assessment of our production quality confirms the standards we represent in our own documentation. Our communication framework is built around the principle that buyers who can see the production workflow clearly are better partners and more confident clients — and that confidence is the foundation of the long-term relationships that produce the best outcomes for both parties.
If you would like to understand how our production workflow operates in practice — the specific documentation we produce at each stage, the quality controls applied, and the communication protocols available — we would be glad to walk through it with you directly.
Reach out to our team at [email protected] or visit kinwintoys.com to start that conversation.
Conclusion
The plush toy mass production workflow is a structured sequence of interdependent stages, each adding specific value and each introducing specific quality risks that must be managed through appropriate controls. Understanding this workflow gives buyers the analytical foundation to ask better questions of their suppliers, structure more effective communication protocols, identify quality risks before they become quality problems, and make sourcing decisions based on how production actually works rather than how it is presented.
The factories that execute this workflow most reliably are those that have invested in the systems, documentation, and organizational culture that make each stage’s quality controls operational rather than aspirational — where IQC is genuinely applied to every material batch, where first-off inspections are conducted and documented before production proceeds, where IPQC intervals are maintained under production pressure, and where FQC reports reflect actual inspection results rather than desired outcomes.
For buyers, building relationships with factories whose production workflow meets this standard — and structuring those relationships with communication protocols that make the workflow visible throughout the production run — is the most direct path to consistently receiving bulk orders that match their approved samples and meet their customers’ expectations.
At Kinwin, this is the standard to which we hold our production workflow, and it is the standard we invite every prospective client to verify before placing their first order.
FAQ
Q1: How long does the mass production workflow typically take from order confirmation to shipment-ready goods for a standard plush toy order?
For a standard plush toy order at moderate complexity — a design that has already been through the sampling and approval process, with materials pre-qualified and a confirmed production slot — the typical production timeline from order confirmation to shipment-ready goods is 20 to 35 days. This covers material receiving and IQC (3–5 days), cutting and pre-production preparation (2–3 days), sewing and assembly (5–10 days depending on complexity and order volume), stuffing and closing (3–5 days), embroidery and accessory attachment (3–5 days), finishing and inspection preparation (2–3 days), and packaging and final QC inspection (2–4 days). Complex orders, large volumes, or products requiring longer embroidery production times extend this baseline. Buyers planning production schedules should confirm the specific production timeline for their order characteristics at the pre-production planning stage rather than using generic estimates, as product complexity and current factory capacity both significantly affect the actual timeline.
Q2: What happens if a quality problem is identified during production — does the factory stop the entire production run or continue while investigating?
When a quality problem is identified during IPQC, the professional response is to halt the affected production operation — not the entire production run — while the root cause is identified and a correction is implemented. For example, if an IPQC stuffing density check reveals that density has drifted below the target range, the stuffing operation for that production line is paused for machine recalibration while other production stages continue. The units produced since the previous passing IPQC check may be held for re-inspection or rework depending on the severity of the deviation. Once the correction is verified through a post-correction IPQC check confirming that the recalibrated process produces results within the acceptable range, production resumes. The key quality management principle is that no production continues beyond the point of a confirmed quality deviation until the cause is identified and corrected — preventing the accumulation of additional non-conforming units after the problem is known.
Q3: How does the production workflow change for reorders of the same design compared to a first production run?
Reorders of the same design benefit from significant workflow efficiencies compared to first production runs because the pattern has been verified, the production process parameters have been established, and the factory has institutional knowledge of the product’s specific quality requirements and common production challenges. Pre-production planning time is shorter because most decisions are pre-made from the original production run documentation. The first-off inspection is still conducted — because material batch differences between runs can affect the output even when the process parameters are unchanged — but the scope may be more targeted based on the known quality characteristics of the design. Embroidery setup time is reduced if the digital program has been retained from the previous run. Material IQC remains fully applied, with particular attention to batch-to-batch variation in fabric and filling. The overall production timeline for a reorder is typically 15 to 20 percent shorter than the first production run of the same design, primarily due to the elimination of setup time that does not recur on reorders.
Q4: Can buyers visit the factory during production, and what is the most useful stage of the production workflow to observe?
Yes — factory visits during production are welcomed by professional manufacturers and provide valuable quality assurance insight that no remote monitoring mechanism can fully replicate. For buyers who can arrange a visit, the most useful stage to observe depends on the quality characteristics most critical for their specific product. For character-based products where embroidery accuracy is critical, observing the embroidery stage with its position verification protocol provides the most direct quality assurance insight. For products where stuffing density and shape are the primary quality attributes, observing the stuffing stage with its machine calibration and density monitoring protocol is most valuable. For buyers primarily concerned with overall production organization and quality culture, the most informative visit time is during a production day when normal operations are running — not during a specifically prepared demonstration — to observe the actual IPQC monitoring, supervisor engagement, and production floor organization that characterizes daily operations.
Q5: What is the buyer’s responsibility if they request early shipment before the full FQC inspection is complete?
If a buyer requests shipment before the full FQC inspection process is complete — typically for urgent timeline reasons — they accept commercial responsibility for any quality issues identified after shipment that would have been caught by the incomplete inspection. Professional factories should document this clearly in writing — confirming that the buyer has requested early release without complete FQC, and that quality assurance for the shipped goods is therefore based on partial inspection results rather than the full AQL confirmation. Buyers who make this request should understand that it represents a genuine quality risk acceptance, not simply an administrative shortcut — and should consider whether the timeline urgency actually justifies accepting this risk given the potential cost of receiving a non-conforming shipment that a complete inspection would have caught and allowed to be corrected before the goods left the factory.